Best Toolpath Strategies to Machine Complex Parts Faster
At Toolpath, we're always exploring how tooling strategies, programming workflows, and machine setups impact the bottom line. A few years back, I posed a simple but loaded question on Instagram: "What's the best way to machine this part?"
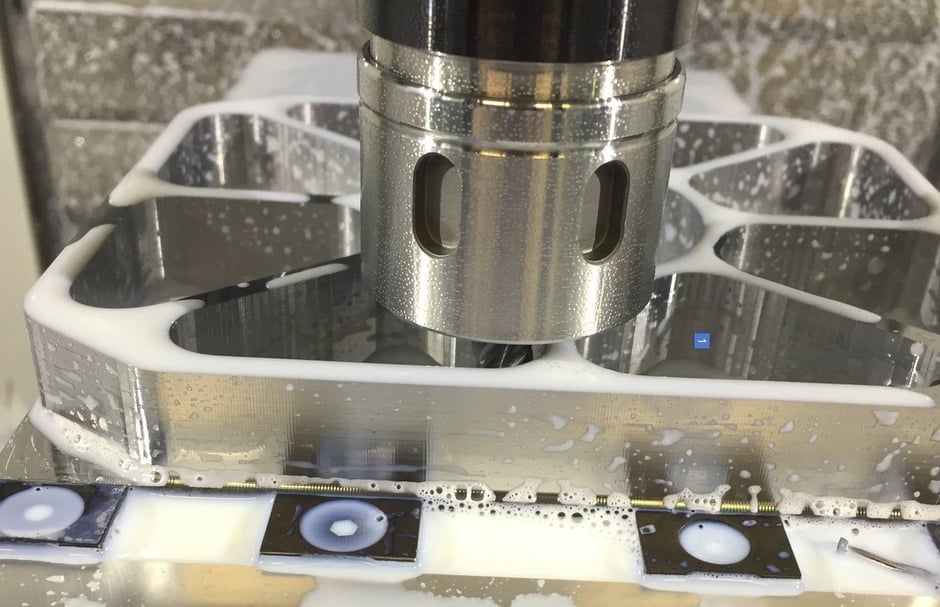
The part in question? A small steel component with tight corner radii, thin walls, and a handful of machining challenges that begged for experimentation.
What followed was a wave of responses, not just answers. They were questions. Smart questions. Questions that reflected how experienced machinists approach problem-solving. This turned into a real-world test bed for a NorCal Machinist Geek Meetup. There, we explored a variety of tooling strategies to compare real-world results.
CNC Machining Test Setup: One Part, Multiple Strategies
We machined a 1018 steel part (4.75" × 5.625" × 0.75") featuring:
- 8 internal windows with .210" corner radii
- 1 center window (2.125" diameter)
- Thin external (.150") and internal (.125") walls
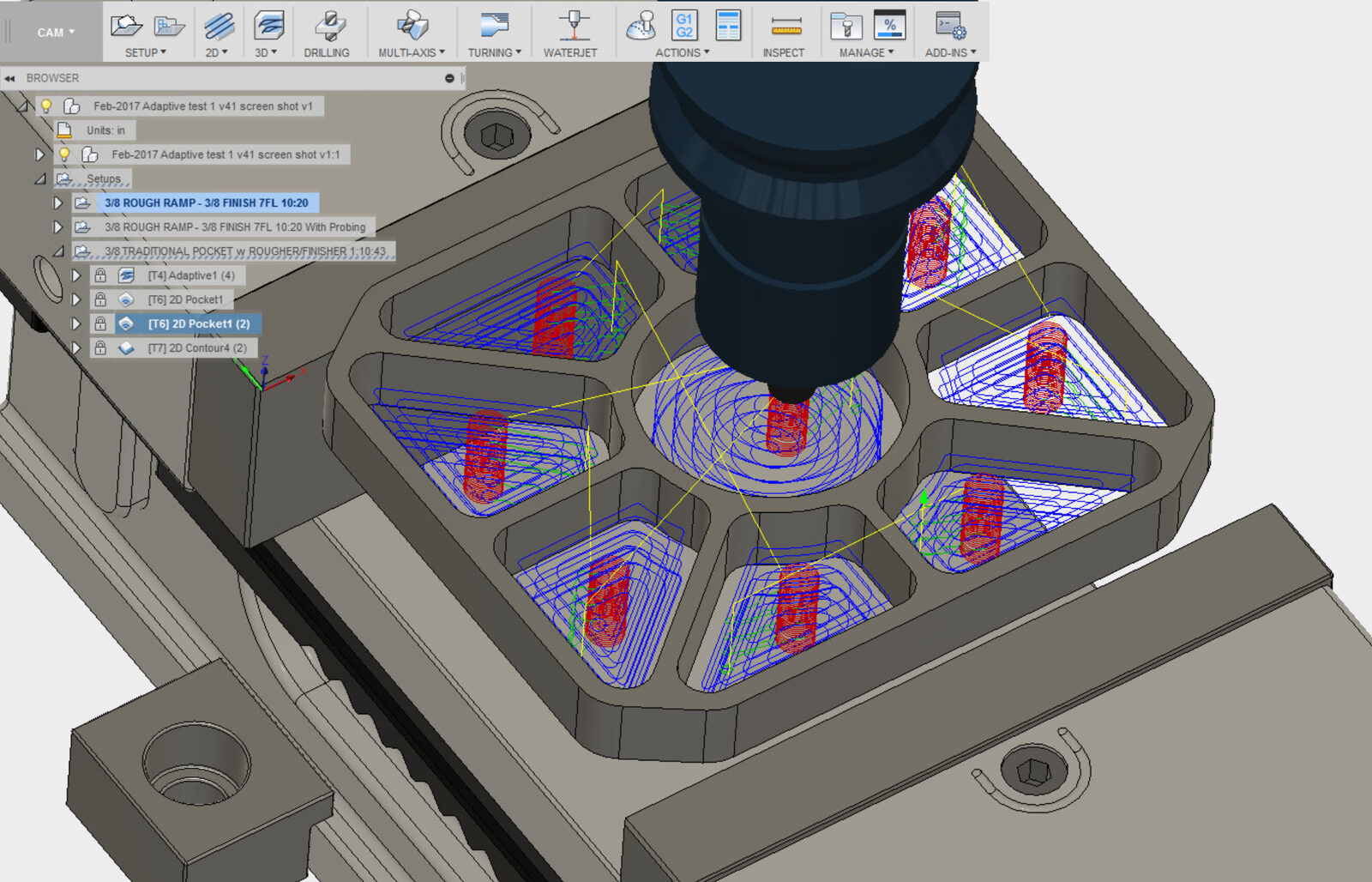
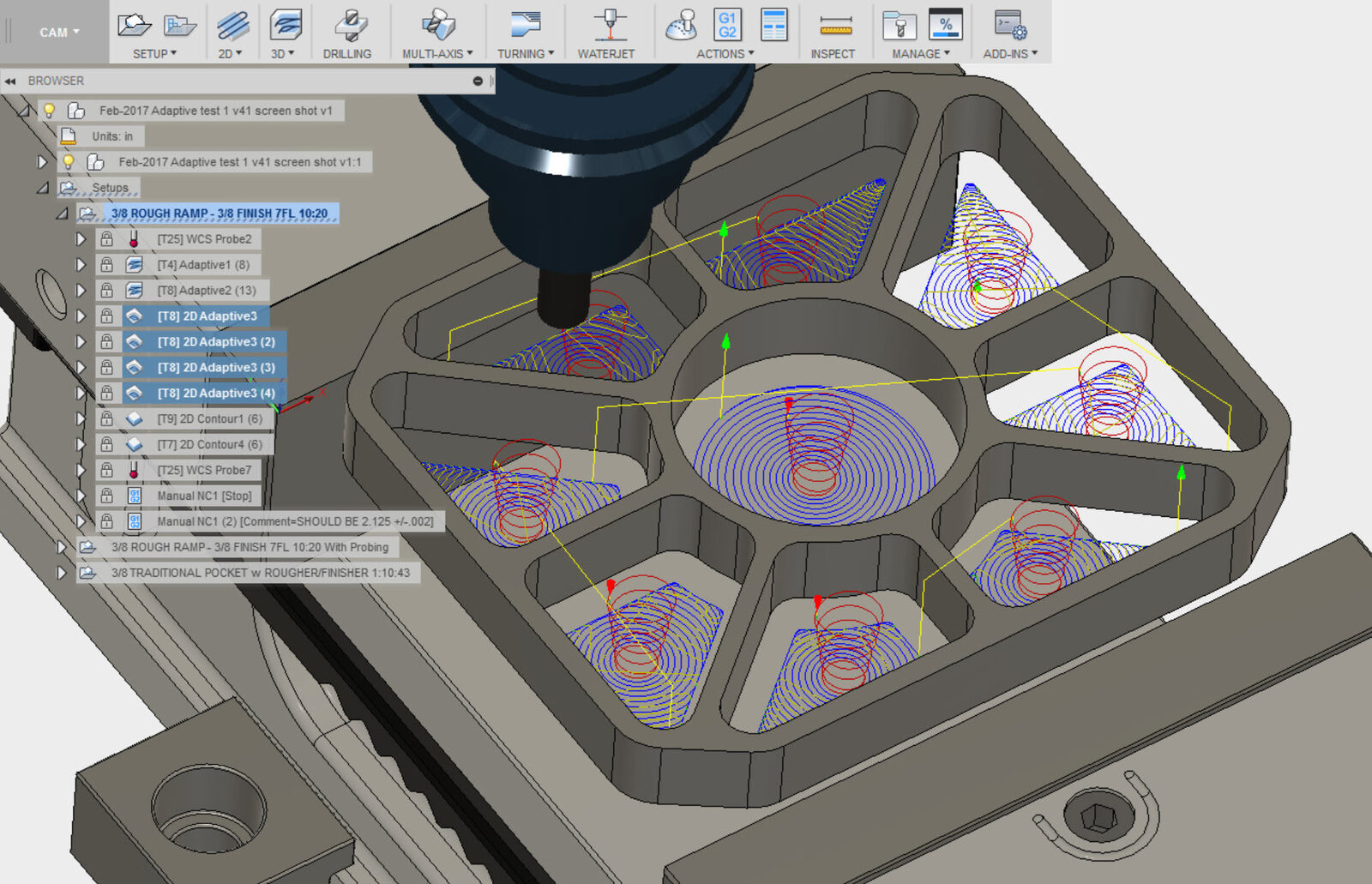
The tooling strategies were a mix of indexable drills, SwiftCarb RampMills designed to ramp at insanely high helix angles, roughing/finishing tools, and a classic old-school approach using traditional step over, step down pocketing. Our primary question was simple: how do tooling and toolpath strategies impact cycle time and efficiency?
Toolpath strategies compared
- Indexable drill, SwiftCarb RampMill rough, 7-flute finish
- 1/2" SwiftCarb RampMill rough, rest machine & finish
- 3/8" SwiftCarb RampMill rough, 7-flute finish
- 5-flute rough and finish using traditional step over / step down
Cycle Time Results
- 3/8" SwiftCarb XT RampMill rough + 7-flute finish: 10m 20s
- Indexable drill + 3/8" SwiftCarb XT RampMill rough + 7-flute finish: 10m 40s
- 1/2" SwiftCarb XT RampMill rough + rest machine & finish: 11m 34s
- Traditional step over / step down: 1hr 10m 43s
That's right — the traditional method was nearly 7× slower than the best-performing adaptive strategy.
Machining Priorities: What Really Matters?
At the Meetup, the best insights didn't come from the strategies we tested but from the questions people asked:
- What machine are you running?
- What tooling is already in the shop?
- Are we doing a one-off or high volume?
- What are the tolerances and finish requirements?
- Do we have flexibility to order new tools?
But the best question of all was: "What's the priority?"
Having spent years in racing, I naturally approach machining like a race. It's not about having the fastest lap (cycle time). It's about winning the whole race: from receiving the order to shipping the parts. That means optimizing the entire workflow, not just the time the cutter is in the cut. For one-off jobs, simplicity and reliability (like using a single tool you already have setup) might win. But in volume, toolpath efficiency and tool choice become worth the investment of testing and programming.
From Traditional to Adaptive Toolpaths: A Generational Shift
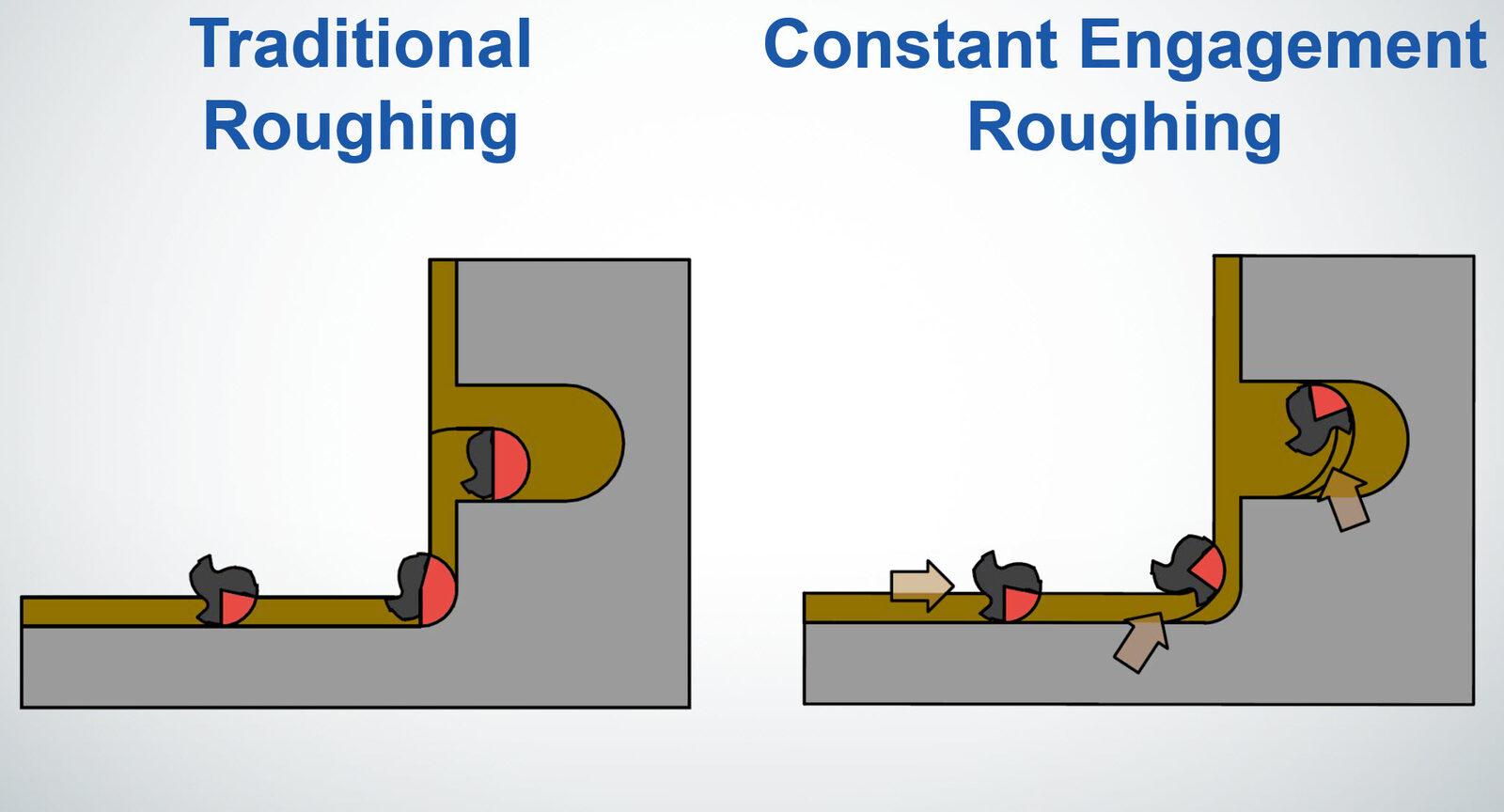
One realization that hit me hard during this project was generational. Traditional step over, step down pocketing — which I once considered foundational — is becoming a relic. There's a generation of machinists now who will look at those methods the way I look at old belt-driven machines powered by Pelton water wheels.
Strategies like Adaptive Clearing, radial chip thinning, and tapered helical entry aren't just cool tech — they're redefining what efficient machining looks like.
Why Adaptive Toolpaths Matter for Machine Shops
At Toolpath, we live for this kind of challenge. The evolution from traditional to adaptive toolpaths isn't just about shaving seconds off a cycle time. It's about drastically reducing programming time, automating toolpaths for predictable and efficient machining, and delivering jobs profitably.
Take indexable drills, for example. While they can be incredibly effective for certain operations, their high cost often makes them impractical for lower-volume or prototype runs. Toolpath identifies when alternative strategies — like using a SwiftCarb RampMill designed for aggressive ramping — can achieve similar or even better results with a much lower cost per part.
In the case of our test, the winning strategy wasn't just the fastest to machine. It had the lowest tooling cost, took the least time to program, and aligned perfectly with a scalable and predictable workflow. This is why Toolpath's AI-driven workflows focus on total job efficiency. From automated setup strategies to intelligent toolpath automation, we help machinists and shops of all sizes win the race by optimizing the entire process, not just cutting faster.
👉 Want to see how Toolpath can help you reduce programming time and optimize your shop's workflow? Start a free trial or book a demo.
Keep Learning. Keep Sharing.
Whether it's through meetups, Instagram threads, or Toolpath's learning community, the key takeaway is this: keep asking questions. Keep testing. Keep sharing. Our Machinist Geek community thrives on curiosity, and the only way to keep up with the rapid changes in CNC machining is to stay connected and keep learning.
FAQs: CNC Machining & Toolpath Strategies
What's the fastest toolpath strategy for complex steel parts?
In our tests, the 3/8" SwiftCarb Ramp Mill rough + 7-flute finish strategy delivered the best results, both in speed and efficiency.
Why is adaptive clearing better than traditional step over / step down?
Adaptive clearing minimizes cycle times, reduces tool wear, and improves reliability compared to older step over / step down pocketing.
How do I decide between one-off and high-volume machining strategies?
For one-offs, simplicity and reliability often matter more than raw cycle time. For high volume, it's worth investing in toolpath optimization and specialized tooling.
Can Toolpath help reduce programming time?
Absolutely. Toolpath's AI-driven workflows automate toolpath strategies, reduce setup time, and help machinists focus on efficiency across the entire workflow.
Is investing in new tools always necessary for better machining?
Not always. Often, existing tools can be optimized with adaptive strategies. The right balance depends on priorities, job requirements, and volume.